|
|||||||||||||||||||||||||||||||||||||
超聲波振幅直接代表了超聲波輸出能量的大小,也關(guān)系到相關(guān)材料的強(qiáng)度和整機(jī)的使用壽命。對于超聲波焊接設(shè)備的壽命以及超聲波模具的好壞都有很大的影響。
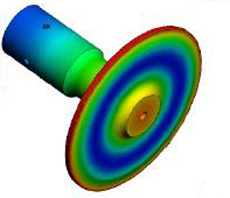
對于超聲波振動系統(tǒng),從傳遞能量的角度說,主要的指標(biāo)叫做超聲波的聲強(qiáng)I。它是指在垂直于行進(jìn)波的傳播方向上每平方厘米每秒所傳遞的能量,即I=1/2ρcω2ξ2其中:ρ是材料的密度;C是材料中超聲波傳播的速度;ω是角頻率;ξ是超聲波振幅;顯然,超聲波振幅增大,超聲波能量就以平方的關(guān)系成倍增大。在超聲波焊接工藝中,若振幅太小,焊接能量不夠,該焊的地方焊不牢。就算增加壓力或延長焊接時(shí)間,也沒有很好的效果。若振幅太大,則造成過焊、流膠或焊穿。同樣,減小壓力或縮短時(shí)間也收效不大。若模具設(shè)計(jì)不合理造成振幅分布不均勻,則焊接就會不均勻,質(zhì)量就大大下降。
在超聲波設(shè)備的設(shè)計(jì)生產(chǎn)過程中,若超聲模具振幅設(shè)計(jì)太大,相應(yīng)地材料內(nèi)部應(yīng)力也太大,超過了材料本身的抗拉強(qiáng)度和疲勞強(qiáng)度,結(jié)果就是模具材料開裂。一般而言,我們建議客戶在設(shè)計(jì)超聲模具時(shí),控制超聲模具的振幅參數(shù)在合理的范圍內(nèi),以保證超聲波系統(tǒng)能安全可靠的工作。
超聲波模具設(shè)計(jì)的最大允振幅
| 15KHZ | 20KHZ | 28KHZ | 35KHZ | 40KHZ | |
| 鋁合金(7075/6061) | 70μm | 50μm | 30μm | 25μm | 20μm |
| 鈦合金 | 120μm | 100μm | 60μm | 40μm | 30μm |
| 鋼材(鉻鋼或A3鋼) | 100μm | 80μm | 40μm | 30μm | 25μm |
超聲波振幅通常指超聲波焊接設(shè)備的振幅。超聲波部件在做超聲波振動時(shí),其運(yùn)動形式一般是縱向的伸縮運(yùn)動。這種運(yùn)動是由于構(gòu)成這個(gè)部件的材料,在周期性的外力作用下變形產(chǎn)生的。其特點(diǎn)是該部件整體作伸長和縮短的周期性變形,越接近端面,變形量越大;部件的兩頭,變形量最大;端面質(zhì)點(diǎn)的來回往復(fù)運(yùn)動,靜止點(diǎn)(或叫起始點(diǎn))在中間,運(yùn)動軌跡在靜止點(diǎn)兩邊等量分布。其測量難點(diǎn)在于頻率高和振幅小。通常頻率在12kHz~50kHz之間,振幅在1μm~100μm之間。