|
|||||||||||||||||||||
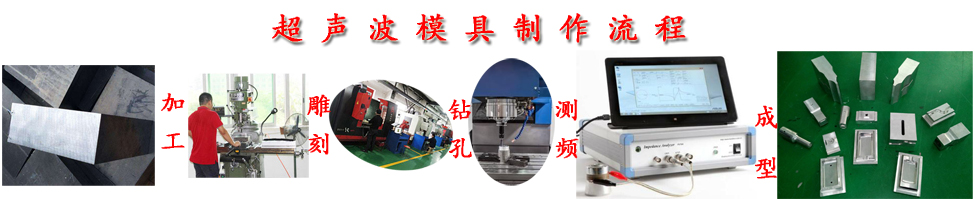
超聲波模具又稱焊接頭,是超聲波焊接塑料制品重要的部件,也是需要定制設(shè)計(jì)的部件。
超聲波模具/焊頭是根據(jù)產(chǎn)品定制,設(shè)計(jì)是一個(gè)十分復(fù)雜的工作,需要根據(jù)模具材料,尺寸以及機(jī)器頻率,聲學(xué)原理等因素綜合考慮。簡(jiǎn)單的說(shuō),超聲波模具開(kāi)槽目的是破壞超聲波傳輸中產(chǎn)生的橫波,一般開(kāi)槽是在1/2橫波波長(zhǎng)位置,這主要是根據(jù)聲學(xué)原理來(lái)考量。至于模具/焊頭為什么要做成上下寬度不一樣,主要是考慮增加出力,原理類似于將聲波出力放大。一個(gè)好的模具/焊頭是焊接穩(wěn)定的重要前提,如果模具/焊頭設(shè)計(jì)不好會(huì)導(dǎo)致一些列焊接問(wèn)題,如焊接不均勻,模具發(fā)熱,噪音,甚至開(kāi)裂等等!
超聲波模具/焊頭的縱向共振頻率也就是其工作頻率,它必須與換能器振動(dòng)系統(tǒng)的共振頻率保持一致,否則將導(dǎo)致振動(dòng)系統(tǒng)縱向工作效率下降。而工具的橫向共振則必須盡量抑制。模具/焊頭的振動(dòng)可分以下三種狀態(tài):
1.超聲波模具/焊頭的橫向尺寸遠(yuǎn)小于縱向尺寸,一般要求2倍以上,橫向諧振頻率遠(yuǎn)高于其縱向共振頻率,因此,橫向振動(dòng)對(duì)縱向振動(dòng)影響不大,超聲波模具/焊頭為什么要開(kāi)槽工具振動(dòng)類似于沿Z方向的細(xì)長(zhǎng)棒的一維縱振動(dòng),此時(shí),可以利用一維理論設(shè)計(jì)超聲波模具/焊頭能夠滿足實(shí)用上的精度要求。
2.在模具/焊頭的兩個(gè)橫向尺寸中,其中之一遠(yuǎn)小于模具的縱向尺寸,即滿足12)21,(或l,)但模具的另一個(gè)橫向尺寸較大,接近或超過(guò)模具的縱向尺寸,此時(shí)聲波的輻射面為一狹長(zhǎng)的矩形面,對(duì)應(yīng)于較小尺寸方向上的橫向振動(dòng)可以忽略不計(jì),但是對(duì)應(yīng)于較大尺寸方向上的橫向共振頻率與縱向共振頻率比較接近,兩者將相互作用。因此,該方向上的橫向振動(dòng)對(duì)縱向產(chǎn)生較大的影響。此時(shí),一維理論不再適用,必須利用揺合振動(dòng)理論來(lái)分析、研究及設(shè)計(jì)此類系統(tǒng),且此橫向振動(dòng)應(yīng)加以抑制。
3.超聲波模具/焊頭的兩個(gè)橫向尺寸皆與其縱向尺寸可相比擬,此時(shí)工具的聲波輻射面為一長(zhǎng)與寬相差不大的大尺寸短形面,工具的縱向共振頻率與其兩個(gè)橫向共振頻率比較接近。在這種情況下,由于泊松效應(yīng)的影響,工具在縱向共振的同時(shí),在其兩個(gè)橫向也產(chǎn)生較強(qiáng)的振動(dòng)。縱振動(dòng)與橫振動(dòng)之問(wèn)的相互編合使工具的縱向振動(dòng)狀態(tài)發(fā)生變化,此時(shí),如果仍采用一維理論來(lái)計(jì)算及設(shè)計(jì)工具,理論與實(shí)驗(yàn)將出現(xiàn)較大的誤差,因此,必須利用上述細(xì)合振動(dòng)理論對(duì)工具的三維相合振動(dòng)進(jìn)行研究。并且為了保證工具的工作效率及其輻射面上位移分布的均勻性,必須對(duì)其兩個(gè)方向的橫向振動(dòng)分別加以有效的抑制。
