隨著市場競爭的加劇,鋁箔的接頭質量越來越受到用戶的關注。接頭處不焊接的鋁箔卷對于用于高速復合的廠家已不能接受。在臥式分卷機上,鋁箔的接頭焊接目前采用的是日本進口的或國產化的超聲波滾焊焊接機。在臥式分卷機上配備該種形式的超聲波焊接機還需有一套控制焊頭運動的機械系統。對于鋁箔(厚度在6-50um)的超聲波焊接,在超聲波焊接機的選型及超聲波發生器及換能器工作正常的情況下,控制焊頭運動的機械系統的精度、可靠性以及正確的調整方法,是保證鋁箔接頭焊接質量的重要條件。
鋁箔接頭超聲波焊接機的構成
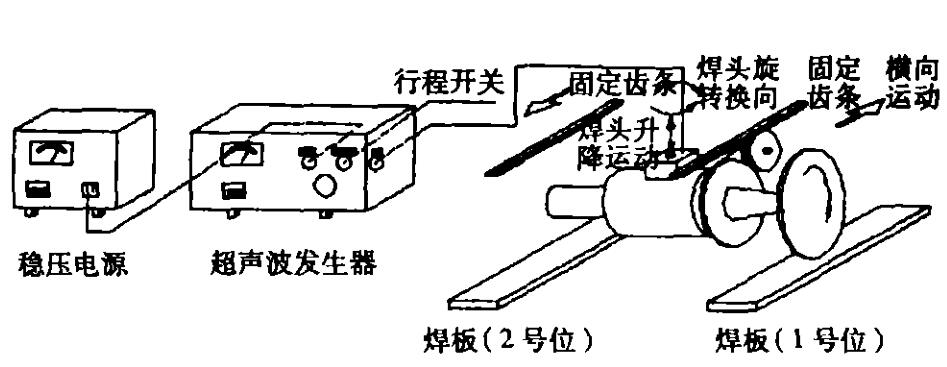
超聲波焊接機由超聲波發生器、超聲波換能器系統及穩壓電源三部分組成。另外有一套機械系統控制焊頭的橫向運動、升降運動、旋轉運動及焊輪的運動。這樣就可以實現單焊頭在臥式分卷機的1號位及2號位都可沿鋁箱的寬度方向的超聲波滾焊,如下圖所示。
鋁箔接頭超聲波焊接機技術參數:
焊接材料:鋁箔
焊接鋁箔的厚度:6-20um
焊接速度:0.7-2.7m/min
加載力:通常為19.6-78.4kn,允許98kn
焊接形式:滾動焊接
超聲波輸出功率:100w
超聲波頻率:28khz
電源要求:AC100V,50Hz
焊輪直徑:120mm
焊縫寬度:1mm
焊輪轉動:齒條齒輪傳動