|
|||||||||||||||
�������ӕr(sh��)���z����ô�k����������������Ʒ�r(sh��)�l(f��)�F(xi��n)���/ë߅����(hu��)�ɔ_�a(ch��n)Ʒ�����^���e���ڌ�������Ʒ�����^Ҫ���^�ߵ���r���кܴ���韩��
���Ȳ���Ҫ�����������Ȝ�(zh��n)�_�y�����Ӻ��Ҏ(gu��)����ǰ�����Ҳ����ʲô�����ҳ�ԭ�������Ӻ�a(ch��n)Ʒ���z��߅���{(di��o)���ĸ���ԭ������:
1.���z�Dz�����ģ�ֻ��һ߅�������һ߅��������@����?y��n)鳬��ģ�߲�ƽ��������ٴ�У�?zh��n)��������ģ�ߡ�
2.���ӱ�������w���z����횸�׃���ӵ���Ҫ����(sh��)���p�ٺ��ӕr(sh��)�g�Ӊ��������ͺ��ӹ��ʲ���̎�����z/ë߅�F(xi��n)�����⣬߀��Ҫ���a(ch��n)Ʒ�ĺ���Ӳ���M(j��n)���ٜyԇ��
3.����������������B�ӵ��O(sh��)Ӌ(j��)����������(d��o)�����z�Įa(ch��n)�����c�����O(sh��)�������̜�ͨ����Ч�O(sh��)Ӌ(j��)�����������a(ch��n)����
4.����С�����ϼ����ӣ����蹦�ʲ�����������O(sh��)Ӌ(j��)����ģ�ߕr(sh��)������c��ֵ�ı�ֵ�^������б�Ҫ�����O(sh��)Ӌ(j��)�������^��
5.�a(ch��n)Ʒ�ıں�̫��, �ڹ���������Ӱ��£���(d��o)�º���λ�Ï���λ�ƌ�(d��o)�����z��
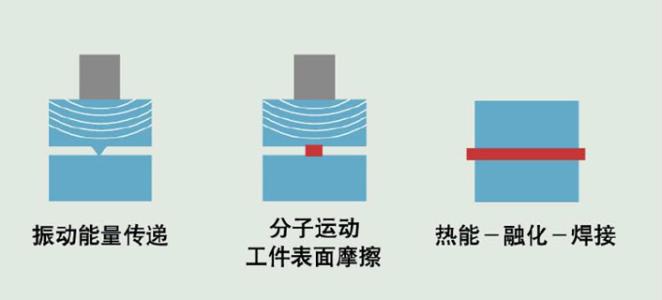
����(j��)��(j��ng)�(y��n)�����m�������Ӿ��ǵײ����^0.4~0.6m/mx�߶�0.3~0.4m/m�Ę�(bi��o)��(zh��n)ֵ����(d��o)�³����۟��r(sh��)�g�������������O(sh��)�书�ʡ�ģ������ȣ�������z��ë߅�a(ch��n)���ĸ���ԭ��