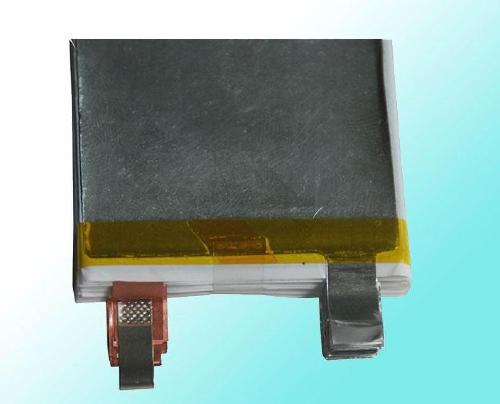
鋰電池銅箔焊接機焊接范圍:
1、單層銅箔+純鎳或鍍鎳銅極耳焊接,焊點5*5、6*6mm單點或雙點;
2、單層銅箔+純銅極耳焊接,焊點5*26mm長條形;
3、10~20層銅箔+純鎳或鍍鎳銅極耳焊接,焊點3*3、4*4、4*6mm;
4、10~20層銅箔+純鋁極耳焊接,焊點3*3、3*4、4*4、4*6mm;
5、鋁轉(zhuǎn)鎳或鋁轉(zhuǎn)鍍鎳銅,焊點3*3、3*4、4x4mm以內(nèi)。
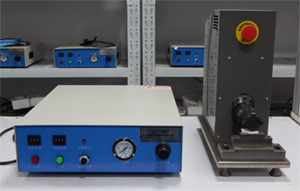
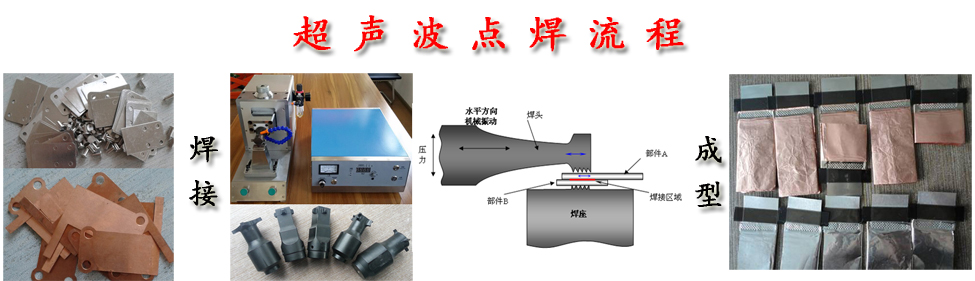
鋰電池銅箔焊接機有一個中心頻率,例如20KHz、40 KHz等,焊接機的工作頻率主要由換能器(Transducer)、變幅桿(Booster)、和焊頭(Horn)的機械共振頻率所決定,發(fā)生器的頻率根據(jù)機械共振頻率調(diào)整,以達到一致,使焊頭工作在諧振狀態(tài),每一個部份都設(shè)計成一個半波長的諧振體。發(fā)生器及機械共振頻率都有一個諧振工作范圍,如一般設(shè)定為±0.5 KHz,在此范圍內(nèi)焊接機基本都能正常工作.我們制作每一個焊頭時,都會對諧振頻率作調(diào)整,要求做到諧振頻率與設(shè)計頻率誤差小于0.1 KHZ,如 20KHz 焊頭,我們焊頭的頻率會控制在19.90—20.10 KHz,誤差為5‰。