|
|||||||||||||||||||||
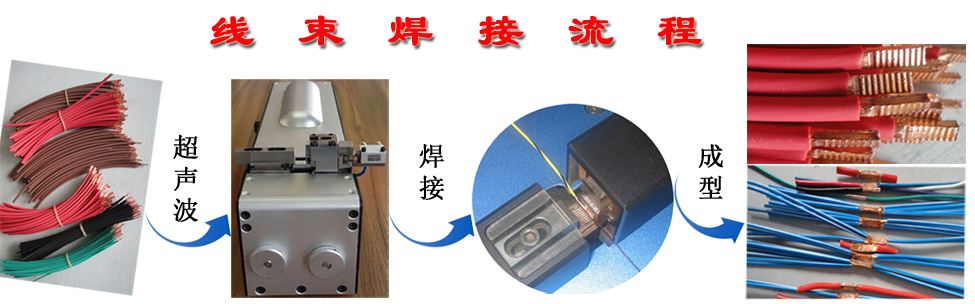
線束制作工序:預(yù)裝、上線、裝配護(hù)套、纏帶、安裝管子、纏管、裝配定位夾、下線、電測、全檢、包裝、入庫
1.預(yù)裝
在上線前,將堵頭、堵棍、定位夾等裝入到連接器的過程。

操作方法:
1)將定位夾直接安裝到連接器的卡槽中,通常到位后會發(fā)出一聲清脆的響聲,同時(shí)檢查定位夾有無損壞;
2)直接將堵頭或堵棍裝入目視輔助要求的位置孔位;
3)用堵頭工件將堵頭擠壓到位;
4)將預(yù)裝好的半成品裝入指定的物料盒。
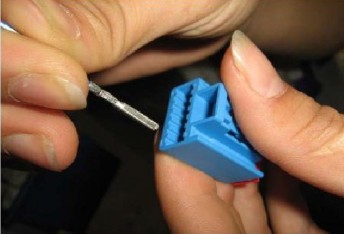
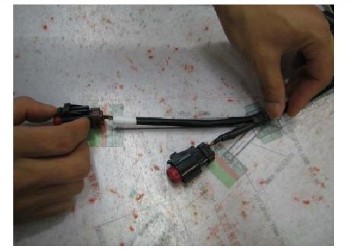
2.上線(插端子)
指將支路穿過閉口管、護(hù)套等,再插入連接器的過程。通俗而言就是插端子。
插端子的三步驟:一插二聽三回拉
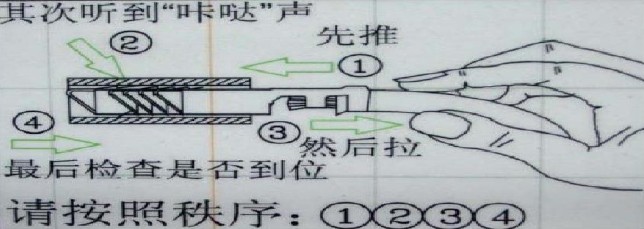
目的:確保端子到位,在連接器里完好鎖止。此為次鎖止。
插端子的基本要訣:
1)取連接器,檢查鎖止片是否開啟;
2)觀察連接器是否防水,以確定端子是否帶密封塞;
3)取支路,同時(shí)檢查端子和電線是否有損壞;
4)觀察連接器的孔位形狀、孔位大小、孔位深度,以識別端子的大致形狀;
5)觀察連接器孔位內(nèi)部的鎖止機(jī)構(gòu)和端子的鎖止部位,決定插入端子的方向;
6)某些連接器的孔位中帶有導(dǎo)向槽,可借此插入端子;
7)按照一插二聽三回拉進(jìn)行端子插接,并且連接器同一方向的相同端子保證毛刷方向一致。
上線方法及注意事項(xiàng):
1)從物料架上取下支路,注意用力不能太大,確保支路不能接觸地面;
2)對支路和端子進(jìn)行目視自檢,支路不得有破皮現(xiàn)象,端子壓接無異常,端子無變形;
3)取連接器,冰柜連接器進(jìn)行目視自檢;
4)將連接器調(diào)整到配線板上目視輔助所示的連接器方向;
5)將連接器放入相應(yīng)的夾具;
6)用一只手壓住夾具的后下端,用另一只手將連接器放入相應(yīng)夾具連接器放到位后松開夾具;
7)當(dāng)所有支路插入連接器后,從物料盒中取鎖止片,目視檢查是否存在缺陷;
8)從夾具中取出連接器;
9)用一只手按住夾具后下端,使其鎖桿放開;
10)用一只手將連接器取出,并釋放鎖桿;
11)目視檢查連接器相應(yīng)的端部,以檢查支路是否全部插入、端子是否鎖止、端子是否損壞;
12)再將鎖止片插入到連接器內(nèi),對于公端子要用專用工具鎖止鎖止片;
13)鎖完連接器鎖止片后,再將連接器放入相應(yīng)的夾具中。

上線時(shí)切記:
1)先穿過閉口管、護(hù)套等再插端子;

2)布線時(shí),支路一定要過叉子,確保分支走向不凌亂。

3.裝配護(hù)套
將支路穿過護(hù)套,并將其固定在線束上的行為。
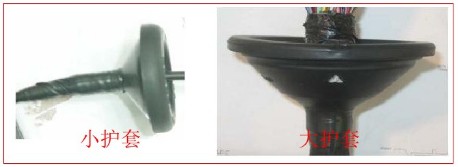
護(hù)套安裝要求:
1)支路先穿過護(hù)套再插入連接器;
2)用擴(kuò)張器穿護(hù)套。擴(kuò)張器可分為:括皮鉗、通道、護(hù)套工裝等;
3)方向正確;
4)護(hù)套尾部用膠帶來回纏繞3遍以上。因?yàn)樽o(hù)套再安裝時(shí),有時(shí)會用刀一種潤滑劑,成為脫模劑,所以需要多纏膠帶以固定護(hù)套;
5)設(shè)計(jì)到需要上膠的線束,護(hù)套一定要安裝到位;
6)護(hù)套擴(kuò)張安裝后,需要檢測護(hù)套是否完好。隨著國產(chǎn)化零件的逐漸增多,國產(chǎn)化零件的質(zhì)量還有待提高;
7)安裝護(hù)套,需要注意不要損壞端子。支路穿過護(hù)套后,一定要檢查端子好壞。
4.纏帶
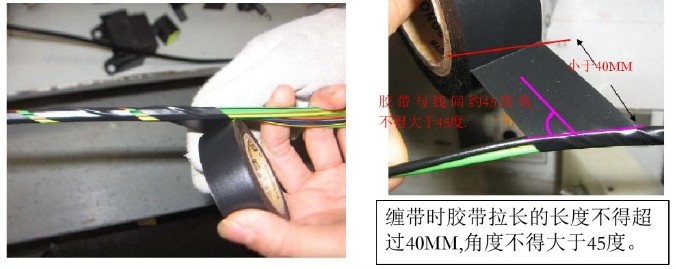
將膠帶按一定要求纏繞于線束上面。纏帶方法分為:
1)全纏:35%以上的膠帶重疊纏繞,重疊率不超過50%;
2)間距纏:膠帶纏繞間距不大于一個(gè)膠帶的自身寬度,以1/2為;
3)點(diǎn)纏:膠帶在線束的原點(diǎn)300%的重疊纏繞。標(biāo)識屬于點(diǎn)纏的一種;
4)交叉纏:將膠帶交叉纏繞線束分支接點(diǎn)活特殊定位夾,要求固定牢實(shí)不漏線。
5.安裝管子
在繞線的時(shí)候,某些線束需要在線束上安裝各種開口管子,主要有開口PVC管,PU管和波紋管。
波紋管的安裝要求相對嚴(yán)格,方法如下:
安裝波紋管步驟:1扒;2卡;3推
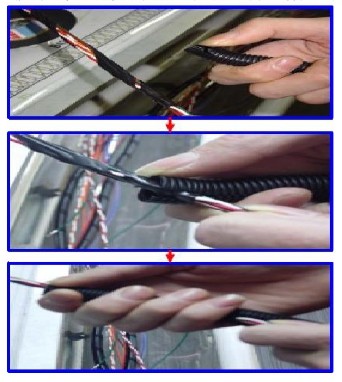
將波紋管的一端分塊,沿導(dǎo)線的方向裝入,如自己纏繞膠帶的要從纏繞膠帶位置裝入,不得劃傷導(dǎo)線。若是閉口的波紋管,導(dǎo)線穿過后,需檢查斷指是否損壞。
6.纏管
用膠帶將PVC管、PU管、波紋管等固定在線束上,并對管子表面進(jìn)行纏繞的行為。

7.裝配定位夾
在線束纏繞后,根據(jù)裝配板上的定位夾夾具安裝定位夾,并將其固定在線束的行為。

定位夾安裝要求:
1)固定在線束,不能左右移動;
2)方向正確;
3)相鄰定位夾之間的尺寸公差為±5mm;
4)用扎帶槍剪掉扎帶尾部,留1-2個(gè)齒。扎帶槍分為:MK7和MK9兩種;
5)定位夾中的嵌套貼片不能遺失;
6)定位夾上面附加安裝的橡膠墊、鐵支架等不能遺漏;
7)不帶扎帶的定位夾用膠帶固定,固定方式分為點(diǎn)纏和交叉纏兩種,須保證纏牢實(shí);
8)相似定位夾很多,不能用錯(cuò)。

8.下線
線束在裝配板上裝配完畢后,將連接器、定位夾從裝配夾具中取出的過程稱為下線。

線束下線注意事項(xiàng):
1)松開夾具,將連接器從夾具中取出;
2)取出時(shí)需避免夾具鉤子掛壞連接器;
3)避免分支被叉子掛住,或分支掉地。
9.電測
對下線的線束進(jìn)行測試的行為。主要測試電路的導(dǎo)通性和定位夾(含特殊測試件如鎖止片、護(hù)套)的存在性。
10.全檢
對電測后的線束進(jìn)行尺寸檢查和外觀檢查的行為。全檢依據(jù)尺寸檢查板進(jìn)行操作。尺寸檢查板為質(zhì)量部放行認(rèn)可的標(biāo)準(zhǔn)檢查板,設(shè)置有線束的分支尺寸公差,滿足于公差的線束均為尺寸合格。
檢查方法:依據(jù)尺寸檢查板上的測試基準(zhǔn)點(diǎn)進(jìn)行操作,分段檢查線束的分支尺寸。檢查后有些部位會要求做打點(diǎn)標(biāo)識。
11.包裝
包裝:全檢合格后的線束,依據(jù)產(chǎn)品包裝卡,對線束進(jìn)行包裝,并按質(zhì)量包裝檢查指南進(jìn)行檢查的行為。包裝行為可能有“支路回折、打圈、打標(biāo)記、上蓋子、上保險(xiǎn)”等。