|
|||||||||||||||||||||
1.�g���B��
�����B���~��(d��o)����о��ֱ�Ӿo�ܽg����һ��
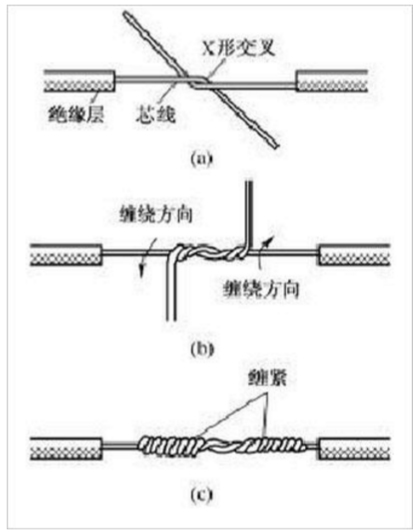
1)�ι��~��(d��o)����ֱ���B�ӡ�С����ι��~��(d��o)���B�ӷ������D��ʾ���Ȍ��Ɍ�(d��o)����о�����^��X�ν��棬�ٌ�������p�@2��3Ȧ���ֱ�ɾ��^��Ȼ��ÿ��(g��)���^����һо���Ͼo�N���@5��6Ȧ���ȥ���ྀ�^���ɡ�
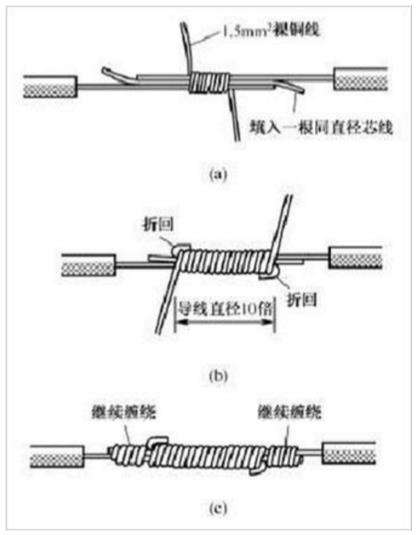
�����ι��~��(d��o)���B�ӷ������D��ʾ�����ڃɌ�(d��o)����о���دB̎����һ����ֱͬ����о��������һ������s1.5mm2�����~�������Ͼo���p�@���p�@�L�Ȟ錧(d��o)��ֱ����10�����ң�Ȼ���B�ӌ�(d��o)����о�����^�քe�ۻأ��ٌ��ɶ˵��p�@���~���^�m(x��)�p�@5��6Ȧ���ȥ���ྀ�^���ɡ�
��ͬ����ι��~��(d��o)���B�ӷ������D��ʾ���Ȍ���(x��)��(d��o)����о���ڴ�(d��o)����о���Ͼo���p�@?5��6Ȧ��Ȼ��(d��o)��о���ľ��^�ۻؾo�����p�@���ϣ����ü�(x��)��(d��o)��о���������^�m(x��)�p�@3��4Ȧ���ȥ���ྀ�^���ɡ�
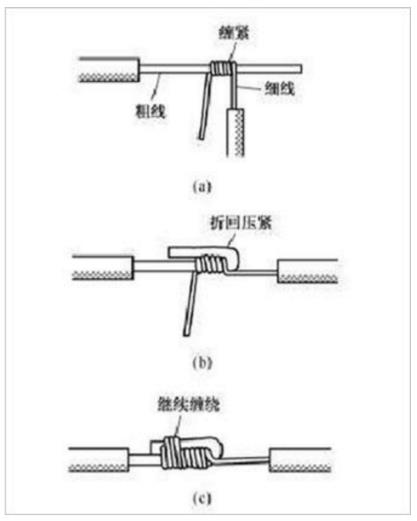
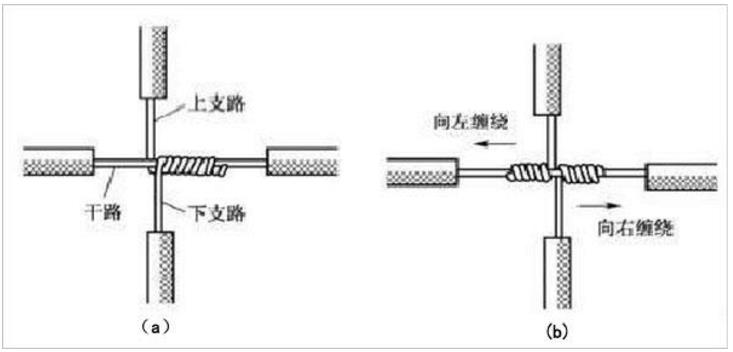
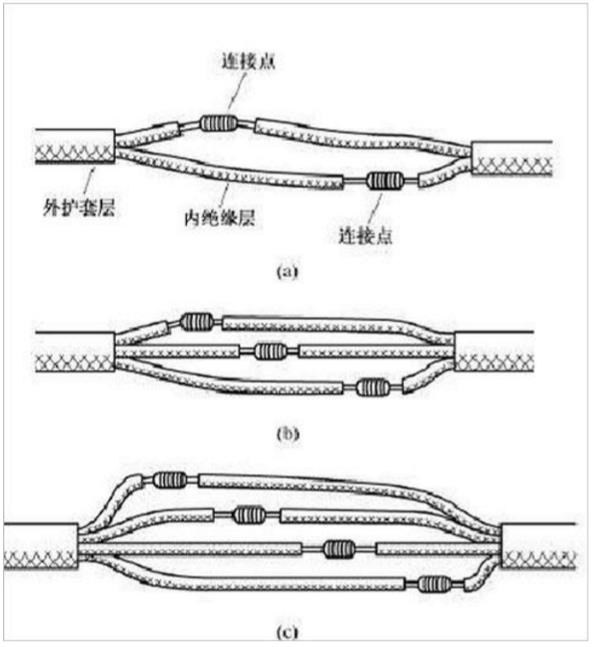
2)�ι��~��(d��o)���ķ�֧�B�ӡ��ι��~��(d��o)����T�ַ�֧�B�����D��ʾ����֧·о���ľ��^�o���p�@�ڸ�·о����5��8Ȧ���ȥ���ྀ�^���ɡ���(du��)���^С�����о�������Ȍ�֧·о���ľ��^�ڸ�·о���ϴ�һ��(g��)�h(hu��n)�@�Y(ji��)���پo���p�@5��8Ȧ���ȥ���ྀ�^���ɡ�

�ι��~��(d��o)����ʮ�ַ�֧�B�����D��ʾ��������֧·о���ľ��^�o���p�@�ڸ�·о����5��8Ȧ���ȥ���ྀ�^���ɡ����Ԍ�����֧·о���ľ��^��һ��(g��)�����p�@Ҋ�D(a)��Ҳ���������҃ɂ�(g��)�����p�@Ҋ�D(b)
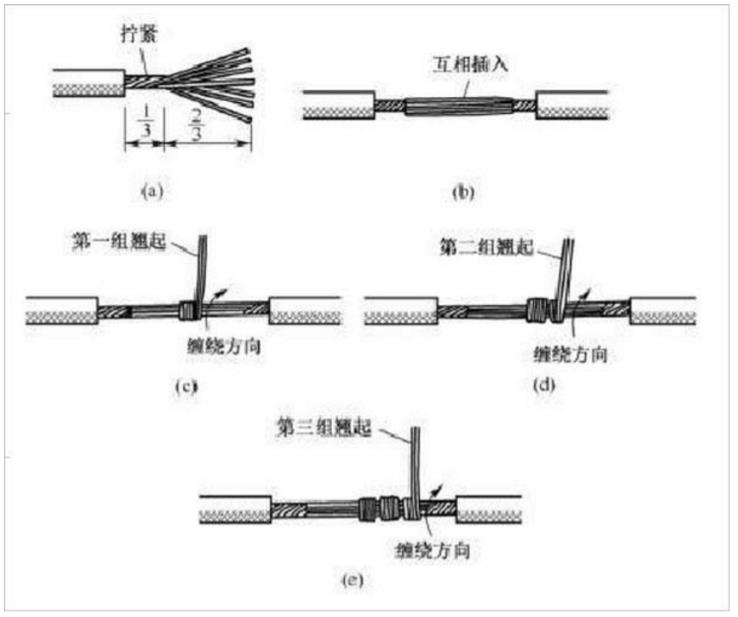
3)����~��(d��o)����ֱ���B�ӡ�����~��(d��o)����ֱ���B�����D��ʾ�����Ȍ���?n��i)��^���ӵĶ��о����ֱ�����俿���^���ӵļs1/3о���g�ϔQ�o����������2/3о���ɂ��ɢ�_����һ�����B�ӵČ�(d��o)��о��Ҳ���̎�����������ɂ��о������(du��)������������ƽо����Ȼ��ÿһ߅��о�����^����3�M���Ȍ�ijһ߅�ĵ�1�M���^�N�o���p�@��о���ϣ��ٌ���2�M���^�N�o���p�@��о���ϣ�����3�M���^�N�o���p�@��о���ϡ���ͬ�ӷ����p�@��һ߅�ľ��^��
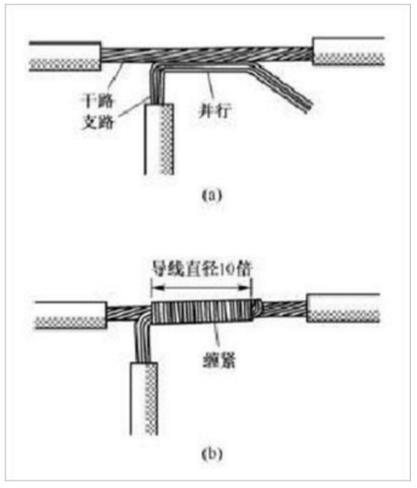
4)����~��(d��o)���ķ�֧�B�ӡ�����~��(d��o)����T�ַ�֧�B���ЃɷN������һ�N�������D��ʾ����֧·о��90���ۏ����c��·о������Ҋ�D(a)��Ȼ���^�ۻز��o���p�@��о���ϼ���Ҋ�D(b)��
��һ�N�������D��ʾ����֧·о�������^���ӵļs1/8о���g�ϔQ�o������7/8о���֞�ɽM�D(a)��һ�M�����·о����(d��ng)�У���һ�M���ڸ�·о��ǰ�棬������߅���D(b)��ʾ�����p�@4��5Ȧ���ٌ������·о����(d��ng)�е���һ�M����߅���D(c)��ʾ�����p�@4��5Ȧ���B�ӺõČ�(d��o)�����D(d)��ʾ��

5)�ι��~��(d��o)���c����~��(d��o)�����B�ӡ��ι��~��(d��o)���c����~��(d��o)�����B�ӷ������D��ʾ���Ȍ���Ɍ�(d��o)����о���g�ϔQ�o�Ɇιɠ�ٌ���o���p�@�چιɌ�(d��o)����о����5��8Ȧ�����ι�о�����^�ۻز����o���p�@��λ���ɡ�
6)ͬһ����Č�(d��o)�����B�ӡ���(d��ng)��Ҫ�B�ӵČ�(d��o)������ͬһ����r(sh��)�����Բ����D��ʾ�ķ�������(du��)�چιɌ�(d��o)�����Ɍ�һ����(d��o)����о���o���p�@��������(d��o)����о���ϣ��ٌ�����о���ľ��^�ۻ؉��o���ɡ���(du��)�ڶ�Ɍ�(d��o)�����Ɍ��ɸ���(d��o)����о�����ཻ�棬Ȼ��g�ϔQ�o���ɡ���(du��)�چιɌ�(d��o)���c��Ɍ�(d��o)�����B�ӣ��Ɍ���Ɍ�(d��o)����о���o���p�@�چιɌ�(d��o)����о���ϣ��ٌ��ι�о���ľ��^�ۻ؉��o���ɡ�
7)�pо���о늾���|���B�ӡ��pо�o(h��)������о�o(h��)������|����о��|���B�ӕr(sh��)����(y��ng)ע��M���܌���о�����B���c(di��n)�����e(cu��)�_λ�ã����Ը��õط�ֹ���g©늻��·���D(a)��ʾ���pо�o(h��)�����B����r���D(b)��ʾ����о�o(h��)�����B����r���D(c)��ʾ����о�����|���B����r��
2.�o���B��
ָ���~���X�����ڱ��B�ӵ�о���ϣ����É����Q��ģ�߉��o��ʹо�������B�ӡ��~��(d��o)����һ�����^�ֵ��~��(d��o)�������X��(d��o)�������Բ��þo���B�ӣ��~��(d��o)�����B�ӑ�(y��ng)�����~�ܣ��X��(d��o)�����B�ӑ�(y��ng)�����X�ܡ��o���B��ǰ��(y��ng)�������(d��o)��о������͉����܃�(n��i)���ϵ������Ӻ�ճ����Դ_�����|���á�
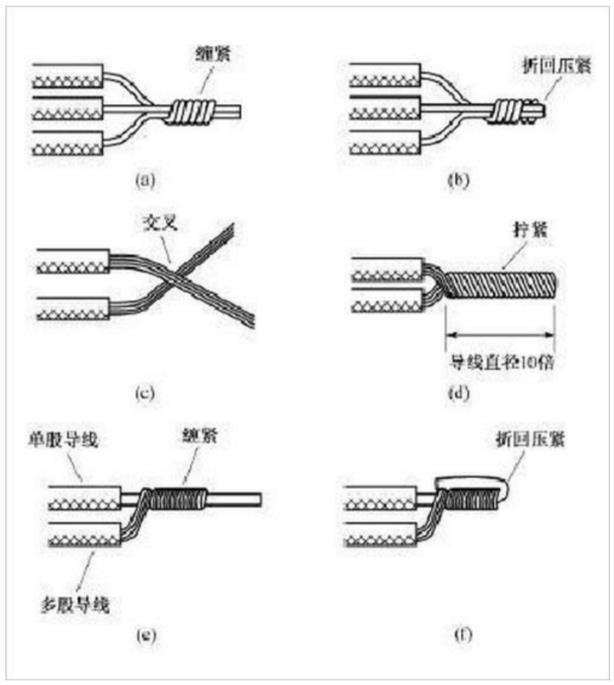
1)�~��(d��o)�����X��(d��o)���ľo���B�ӡ������ܽ����ЈA�κ͙E�A�ɷN���A�����܃�(n��i)���Դ���һ����(d��o)�����E�A�����܃�(n��i)���Բ��Ŵ���ɸ���(d��o)�����A������ʹ�Õr(sh��)������Ҫ�B�ӵăɸ���(d��o)����о���քe�����҃ɶ˲���������L�ȣ��Ա��փɸ�о���ľ��^���B���c(di��n)λ���܃�(n��i)�����g��Ȼ���É����Q��ģ�߉��o�ܣ�һ����r��ֻҪ��ÿ�ˉ�һ��(g��)�Ӽ��ɝM����|����Ҫ���ڌ�(du��)�C(j��)е��(qi��ng)����Ҫ��Ĉ�(ch��ng)�ϣ�����ÿ�ˉ��ɂ�(g��)�ӡ���(du��)���^�ֵČ�(d��o)����C(j��)е��(qi��ng)��Ҫ���^�ߵĈ�(ch��ng)�ϣ����m��(d��ng)���Ӊ��ӵĔ�(sh��)Ŀ��
�E�A������ʹ�Õr(sh��)������Ҫ�B�ӵăɸ���(d��o)����о���քe�����҃ɶ�����(du��)���벢���������S��ʾ��Ȼ�o�ܼ��ɡ��E�A�����ܲ��H�����ڌ�(d��o)����ֱ�����ӣ����ҿ�����ͬһ����?q��)����ĉ��ӣ�߀�����ڌ�(d��o)����T�ַ�֧���ӻ�ʮ�ַ�֧���ӡ�
2���~��(d��o)���c�X��(d��o)��֮�g�ľo���B�ӡ���(d��ng)��Ҫ���~��(d��o)���c�X��(d��o)���M(j��n)���B�ӕr(sh��)����횲�ȡ��ֹ늻����g�Ĵ�ʩ����?y��n)��~���X�Ę�(bi��o)��(zh��n)늘O�λ��һ�ӣ�������~��(d��o)���c�X��(d��o)��ֱ�ӽg�ӻӣ�������|�挢�l(f��)��늻����g��������|���������^�ᣬ��ɾ�·���ϡ����õķ�ֹ늻����g���B�ӷ����ЃɷN��һ�N�����Dz����~�X�B���ܡ��~�X�B���ܵ�һ�����~�|(zh��)����һ�����X�|(zh��)��ʹ�Õr(sh��)���~��(d��o)����о�������ܵ��~�ˣ����X��(d��o)����о�������ܵ��X�ˣ�Ȼ�o�ܼ��ɡ�
��һ�N�����nj��~��(d��o)����a������X���B�ӡ������a�c�X�Ę�(bi��o)��(zh��n)늘O�λ����^С�����~�c�X֮�g�A�|һ���aҲ���Է�ֹ늻����g�����w�����������~��(d��o)����о�������һ���a���ٌ���a�~о�������X�ܵ�һ�ˣ��X��(d��o)����о������ԓ�ܵ���һ�ˣ����o�ܼ��ɡ�
3.����
ָ�����٣����a�Ⱥ��ϻ�?q��)����������ۻ��ں϶�ʹ��(d��o)���B�ӡ�늹����g(sh��)�Ќ�(d��o)���B�ӵĺ��ӷN����a������躸��늻������⺸���F���ȡ�
�~��(d��o)�����^���a�����^��(x��)���~��(d��o)�����^���ô��ʣ�����150W������F�M(j��n)�к��ӡ�����ǰ��(y��ng)������~о�����^��λ�������Ӻ������������B�ӿɿ��Ժ͙C(j��)е��(qi��ng)�ȣ��Ɍ����B�ӵăɸ�о�����нg�ϣ���Ϳ�ϟo����������������Fպ���a�M(j��n)�к��Ӽ��ɡ������Б�(y��ng)ʹ���a������ڝB�댧(d��o)�����^�p϶�У�������ɵĽ��c(di��n)��(y��ng)�ι̹⻬���^�֣�һ��ָ����16mm2���ϣ����~��(d��o)�����^���Ý������B�ӡ�����ǰͬ�ӑ�(y��ng)������~о�����^��λ�������Ӻ�����Ϳ�ϟo�����������������^�g�ϡ������a���ڻ��a偃�(n��i)�ӟ��ۻ�����(d��ng)�ۻ��ĺ��a��������Sɫ�f���aҺ���_(d��)����Ҫ��ĸߜأ������M(j��n)�Н����������r(sh��)����(d��o)�����^���ڻ��a��Ϸ������ߜ�����ʢ���aҺ�Č�(d��o)�����^���杲�£���D4-63��ʾ�����_ʼ�����r(sh��)��?q��)������^�ض��^�ͣ��aҺ�ڽ��^��λ����(hu��)�ܺÝB�룬��(y��ng)����(f��)������ֱ����ȫ���Ξ�ֹ�������Ľ��^����Ҳ��(y��ng)�❍ƽ����
֪�����~�����^���a�����҂�?c��)ف��˽����X��(d��o)�����^�ĺ��ӣ�һ�������躸��⺸����躸��ָ�õ�늉������ͨ�^�X��(d��o)�����B��̎����������|���a(ch��n)���ĸߜظߟጢ��(d��o)�����Xо���۽���һ��
��躸��(y��ng)ʹ������Ľ���׃������1kVA������(j��)220V���μ�(j��)6��12V�������Ԍ��ú��Q��̼��늘O����D4-64��ʾ���⺸��ָ���Ú⺸���ĸߜػ��棬���Xо�����B���c(di��n)�ӟᣬʹ���B�ӵ��Xо��������B�ӡ��⺸ǰ��(y��ng)�����B�ӵ��Xо���g�ϣ������X�z���F�z�����̶���
